Emboutissage
Informations sur les types de matériaux tels que la tôle, l’acier inoxydable, l’aluminium et d’autres alliages métalliques.
L’application du déformation de la tôle en pièces pour l’industrie automobile et d’autres secteurs.
Emboutissage profond à froid.
Types selon l’effet: simple effet, double effet et triple effet.
Autres questions fréquemment posées
Questions fréquentes
A quoi sert l’emboutissage des métaux?
– C’est l’un des processus industriels qui permet le mieux de donner du volume aux tôles. De plus, avec une grande qualité et un faible coût une fois que vous avez les outils et matrices nécessaires.
Il peut être utile de fabriquer des petites, moyennes et surtout grandes séries. C’est pourquoi il est utilisé dans la grande majorité des secteurs.
Vous pouvez également fabriquer de très petits morceaux de quelques millimètres ou de gros morceaux comme le flanc d’un véhicule de 3 à 4 mètres maximum. Les puissances des machines peuvent aller de quelques centaines de kg de force jusqu’au des milliers de tonnes.
Quels sont les outils utilisés dans l’estampage des métaux?
– Les principaux éléments du dessin sont:
La tôle et le lubrifiant.
Les outils
Matrices
La presse (mieux si c’est hydraulique).
Emboutissage et estampage en fonction de l’effet
Quelle est la différence entre un emboutissage simple, double et triple effet?
Il existe différents types, bien que les principaux soient ceux à effet simple et à double effet. Plus tard vint le triple effet. Habituellement, les différents effets ou forces sont générés par les presses elles-mêmes ou les machines. Mais parfois, les effets peuvent également être réalisés en partie à travers les outils ou les matrices.
– Le premier, les embuticiones simples. Ce sont ceux qui sont à l’origine de l’histoire du façonnage du métal. Ils sont effectués avec une seule pression ou force. Sans tenir les assiettes, ils sont donc les moins chers. Ils sont simples, mais avec une capacité moindre de se conformer. Étant donné que des rides peuvent se former et que la feuille est cassée au cours du processus d’étirement. Cela est dû au fait que la feuille n’a pas été tenue ou piétinée.
– L’emboutissage à double effet sont les plus répandus dans l’industrie et permettent une qualité / résultat optimale.
– Les reliefs à triple effet sont quelque peu exceptionnels. Et ils s’appliquent à un certain nombre de conceptions de pièces, principalement cylindriques. Ceci est généralement basé sur l’exécution d’un troisième effort pendant que la pièce métallique est soumise au processus classique à double effet.
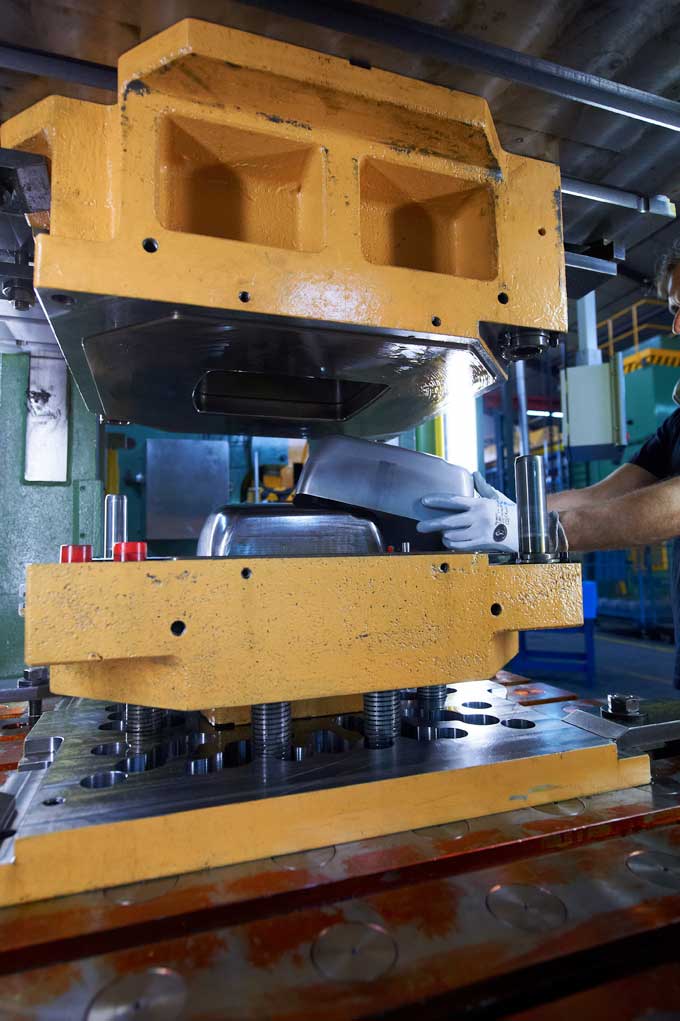
Comment se fait le emboutissage profond?
–
Bien que le processus soit généralement connu principalement par des formes cylindriques. Il peut également y avoir des formes de toutes sortes, telles qu’un cube et d’autres formes primitives. Mais généralement avec un visage ou une surface ouverte pour être la base du coup de poing.
– Il y a une plaque généralement lubrifiée (pour empêcher le grippage), entre le mâle et la femelle (poinçon et matrice). Et ensuite, un mouvement ou un déplacement est effectué jusqu’à ce que la feuille adopte la forme du poinçon, formant ainsi la pièce.
Le résultat est des pièces creuses. Sous la forme d’un conteneur.
Qui peut faire des pièces d’emboutissage profond?
On les appelle embosseurs ou estampeuses à ceux qui généralisent cette technique. Cela implique généralement une connaissance approfondie de l’outillage (commerce d’outils de construction), acquise au fil des années et de l’expérience. Ceci est transmis de génération en génération. Même aujourd’hui, relativement peu de bibliographie apparaît. Bien que certains programmes de simulation informatique permettent déjà de prédire certains résultats.
Quels sont les processus pour fabriquer des séries de pièces de rembourrage?
Lorsque la situation le permet, un ordre semblable à celui-ci doit être suivi:
– Etudier et optimiser le design de la pièce. Pour les responsables des moisissures ou qui devrait les produire.
– Analyser le marché et la demande. Il est fait pour connaître les exigences de qualité et de finitions, les aspects, les tolérances et la quantité de pièces.
– Évaluez si la pièce doit être assemblée avec d’autres et leurs besoins intrinsèques.
– Déterminer les moyens et les matériaux. Par exemple s’il doit s’agir d’aluminium, d’acier au carbone ou d’acier inoxydable. Ou connaissez le type de presses du fabricant (peut conditionner les outils en fonction des types et des tonnages). Sachez également les années où la possibilité de fabrication doit rester active. Ces données peuvent être intéressantes pour calculer le projet d’outillage.
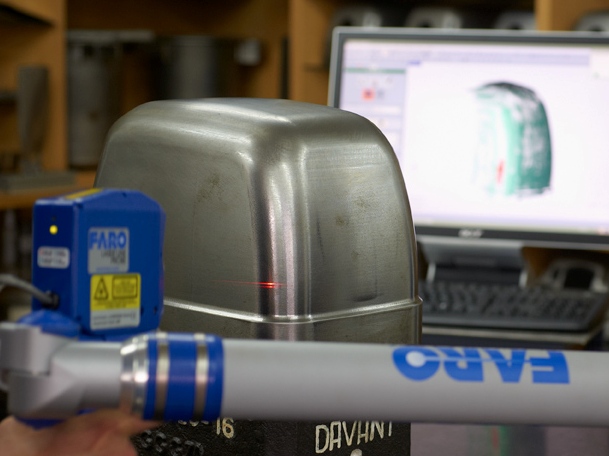
Un dessin peut-il être fabriqué à partir d’une pièce existante?
Oui, de l’ingénierie inverse et d’un capteur laser. Vous pouvez faire la conception de la pièce.
Quel est le poinçon?
Il s’appelle généralement un homme et permet de copier la feuille pendant le tirage.
Quel est le pas dans le processus?
Il s’agit de la force antagoniste opposée à la force principale. Et cela exerce la fonction de plaques sujet, de sorte que celles-ci sont étagées et ne se froissent pas en avançant la route pendant le dessin. La force de la bande de roulement est inférieure à celle de la principale. Depuis le principal doit surmonter l’effort de saucisse + stepping.
À propos du type de matériau Quel est le meilleur? . La tôle d’acier ou l’acier inoxydable?
Cela dépend essentiellement des besoins du produit dans son cycle d’utilisation. Cela peut généralement être lié au secteur. Les épaisseurs vont généralement de 0,5 mm à 4 ou 5 mm. Bien que l’épaisseur moyenne des matériaux soit comprise entre 1 et 3mm.
– Aciers au carbone: En général, tous les secteurs, le matériau est celui qui présente la meilleure relation en termes de coût des matières premières. Et il a une bonne résistance mécanique de la pièce. Dans la plupart des cas, un traitement de protection ultérieur, tel que peintures, laques, émaux, galvanisé, etc., doit être mis en place afin de minimiser la corrosion ou l’oxydation.
– les aciers inoxydables. De forme plus difficile, elles offrent des capacités mécaniques supérieures aux 2 premières. Bien que cela puisse être plus coûteux, la nécessité de traitements de protection ultérieurs peut être minimisée ou éliminée.
– Aluminium: parfumerie, aéronautique, automobile, éclairage. Comme il a un poids léger, un coût raisonnable, une capacité ou une résistance raisonnable de la pièce.
– Aciers spéciaux ou à haute résistance. Il convient de mentionner une partie. Que ce soit à froid ou à chaud. Certaines promotions du secteur automobile sont formées à chaud simultanément. Ce sont généralement des processus coûteux.
Quand il est fait froid, le matériau chauffe-t-il lorsqu’il est transformé?
Généralement, les processus peuvent toujours être effectués à froid, pour un problème de coût. Cela ne signifie pas que pendant le processus de formage, la pièce par déformation parvient à élever sa température de plusieurs dizaines de degrés. Il est raisonnable d’avoir des pièces dont la température à certains endroits dépasse 60 ou 70 ºC.
Il existe également des processus d’hypertemplement et / ou de revenu ou de soulagement des contraintes du matériau. Ce sont des processus intermédiaires (entre une phase et une autre phase d’estampage). Dans ces phases, la pièce (généralement en acier inoxydable) est soumise à une cuisson à plus de 1000 ° C. Cela permet de récupérer la capacité de formage après que le matériau ait été soumis à de fortes contraintes avec risque de rupture.
Pourquoi les presses sont-elles si lourdes pour le emboutissage des métaux?
Il y a toutes sortes. Mais généralement, si nous parlons d’une certaine taille et d’une certaine épaisseur de tôle, nous devons avoir la capacité, dans les machines, de dépasser les limites de plasticité des matériaux. Cela signifie atteindre l’endroit où ils s’étirent, et ils ne retrouvent plus leur forme d’origine, ils sont donc en permanence. Ces efforts dans le cas des aciers et des aciers inoxydables peuvent aller de 20 kg à 30 kg par mm2 de section. Ajoutant ainsi les efforts de foulée, on trouve rapidement des machines qui doivent avoir plusieurs centaines de tonnes. Et ces machines doivent être robustes et donc lourdes car elles ont beaucoup d’acier dans leur construction.
Quels sont les avantages d’une pièce embossée par rapport à une pièce en fonte?
Habituellement, les délais de livraison dans son processus de fabrication sont beaucoup plus rapides. Et les coûts d’exécution sont beaucoup moins élevés, car la finition des pièces incorporées peut être presque définitive avec peu ou pas de retraitement. Cependant, dans la coulée, avec des finitions supplémentaires, le traitement est courant, ce qui augmente les coûts. De plus, les capacités structurelles des pièces incorporées peuvent être supérieures à un poids égal. En général, les pièces embossées sont beaucoup plus légères.
Quels sont les avantages d’une pièce embossée par rapport à celle réalisée avec le pliage et le soudage (type de chaudronnerie ou tôle)?
En règle générale, les délais sont également plus rapides. Surtout s’il est destiné à effectuer des séries de répétition moyennes ou grandes. Et l’exécution coûte beaucoup moins cher. Depuis la finition des pièces en relief peut être presque définitive avec peu ou pas de retraitement. Lors du pliage et du soudage, il est courant d’avoir des finitions de retraitement supplémentaires, telles que le limage ou l’ébavurage. Cela augmente les coûts. De plus, les capacités structurelles des pièces en relief peuvent être plus grandes. Il est dû à la forme étirée du matériau qui l’a durci, sa limite à la rupture étant plus élevée.
Emboutissage profond à froid
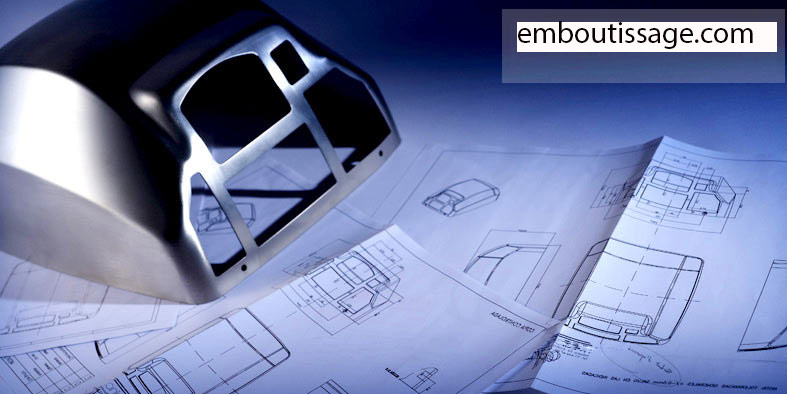
Voulez-vous savoir si vos pièces peuvent être réalisées avec la technique de emboutissage?

Pièces réalisées avec la technique d'emboutissage
Si vous souhaitez fabriquer des pièces dans des métaux tels que la tôle, l’acier inoxydable ou l’aluminium. Vous pouvez nous envoyer le plan par courrier électronique et nous étudierons sa viabilité.
Nous pouvons planifier une vidéoconférence
Nous disposons d’une salle équipée de matériel de vidéoconférence pour les réunions à distance. Voici comment vous pouvez expliquer votre projet de dessin.
Nous pouvons sélectionner quelle entreprise est la mieux adaptée
En fonction de la pièce que vous souhaitez réaliser, nous sélectionnerons les procédés les mieux adaptés. En plus de l’entreprise qui peut le mieux effectuer le processus de dessin.
Société qui fait du emboutissage et estampage metalique
Dans cette vidéo, vous pouvez voir un processus de dessin en simulation 3D dans l'intro. Également à la minute 1h30, vous pouvez voir une pièce en relief. Cette société réalise également des processus d'estampage et de découpe laser 3D. Ces processus sont étroitement liés au rembourrage, car ils peuvent être complémentaires.
Dans ce cas, la société Matriçats a plus de 50 ans d’expérience dans la fabrication de pièces de rembourrage en métal.
Il a des sous-titres au cas où vous voudriez le voir sans audio.
Entreprises apparentées à emboutissage
Si vous voulez voir des entreprises qui fabriquent des pièces avec cette technique, vous pouvez cliquer sur le lien.